This article was automatically translated from the original Turkish version.
Friction Welding is a welding method that joins materials in the solid state without melting. In this process, frictional heat generated by mechanical energy between two workpieces raises the material temperature to its plastic deformation range. The welding operation involves rotating one or both parts to generate heat at the interface, followed by the application of axial pressure to achieve bonding. Since no melting or solidification occurs, friction welding produces metallurgically more stable and homogeneous joint regions.
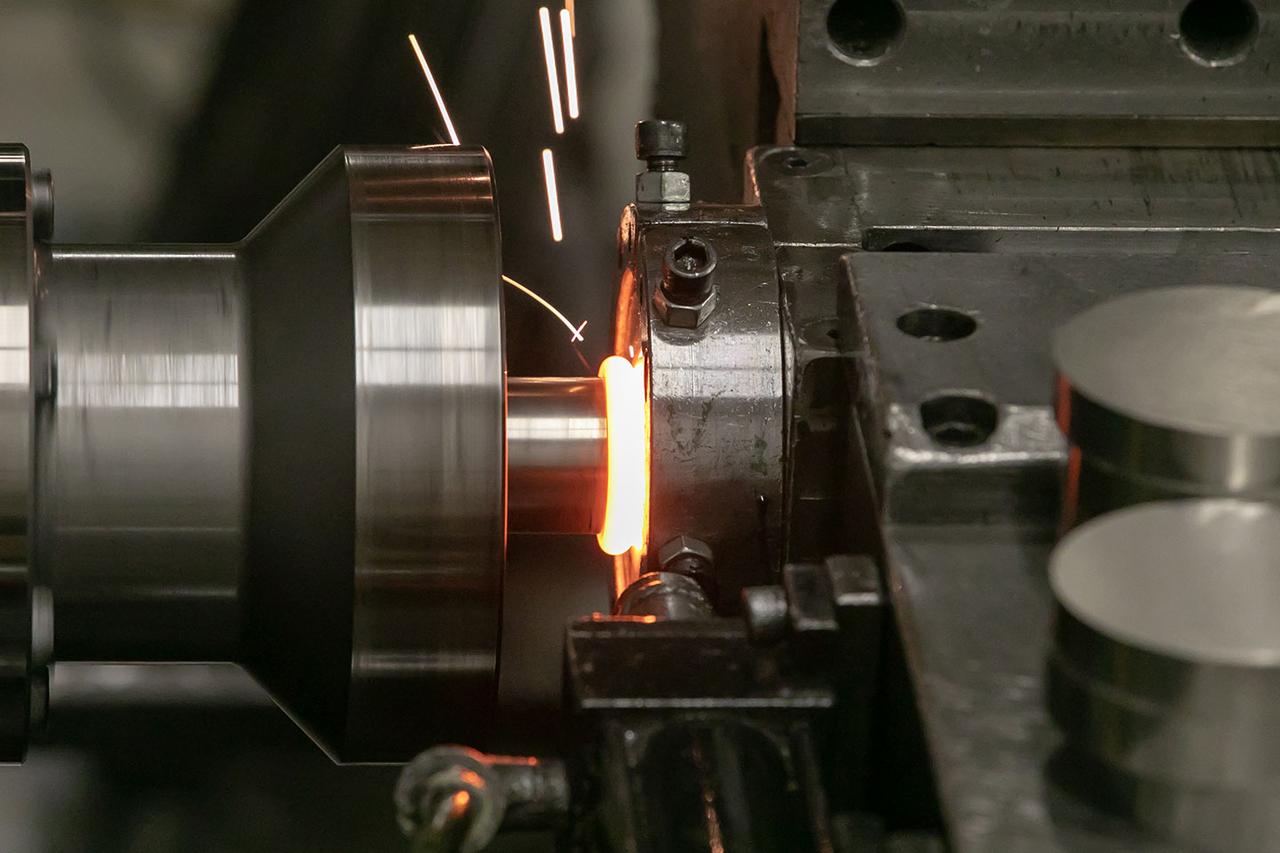
Visual of Friction Welding Process (MİB)
The first patent related to friction welding was obtained in 1891 by American machinist I.H. Bevington. In the first half of the 20th century, patent applications in this field were also filed in countries such as Russia, England, and Germany. In the 1950s, Russian scientists demonstrated the industrial feasibility of the method by joining metal rods using friction welding. In the 1960s, commercial machines implementing this technique were developed in the United States.
Friction welding occurs in three main stages:
The fundamental mechanisms in this process are friction force, applied pressure, and the shearing of microscopic surface asperities that cause deformation. Therefore, the method achieves both microscopic (atomic-level bonding) and macroscopic (plastic deformation) joining.
The main parameters affecting the friction welding process:

Visual of Friction Welding Process (MIB)
Friction welding is widely used in the automotive, aerospace, machinery, and defense industries:
Friction welding can be applied to similar or dissimilar metals. Some successful combinations include:
Friction welding is an effective and reliable solid-state welding method that enables the joining of similar or dissimilar materials solely through the conversion of mechanical energy into heat, without the application of high temperature or pressure. It offers advantages such as preservation of microstructure, low energy consumption, a narrow heat-affected zone, and high weld strength, particularly for material combinations where fusion welding methods are inadequate or unsuitable.
Dede, Akın, Uğur Soy, and Salim Aslanlar. “Sürtünme Kaynak Yöntemi.” SAÜ Fen Bilimleri Enstitüsü Dergisi 6, no. 1 (March 2002). https://dergipark.org.tr/en/download/article-file/193153.
ElektrikPort. "Sürtünme Kaynağı Nedir, Nasıl Uygulanır?" Accessed May 28, 2025. https://www.elektrikport.com/universite/surtunme-kaynagi-nedir-nasil-uygulanir/23576.
Makina İmalatçıları Birliği. "Sürtünme Kaynağı." Accessed May 28, 2025. https://www.mib.org.tr/surtunme-kaynagi/.
Oğuz, Burhan. Demir Dışı Metallerin Kaynağı. Istanbul: OERLIKON Yayını, 1990.
Historical Development
Working Principle
Types of Methods
a. By Drive Type
b. By Motion Type
Welding Parameters
Advantages
Disadvantages
Applications
Material Compatibility